
Spécialistes du développement sur les produits Autodesk (Revit, AutoCAD, Inventor, Vault, Navisworks...)
Les vis trapézoïdales

Sur les imprimantes 3D, on trouve sur l'axe Z le plus souvent des vis dite "trapézoïdale". C'est en fait la forme du filetage qui diffère d'une vis utilisée pour les assemblages. Sur une vis classique, le profil du filetage est un triangle équilatéral avec un angle de 60°, alors que sur une vis trapézoïdale, on a un triangle isocèle avec un angle de 30° qui est tronqué et qui a donc une forme de trapèze :
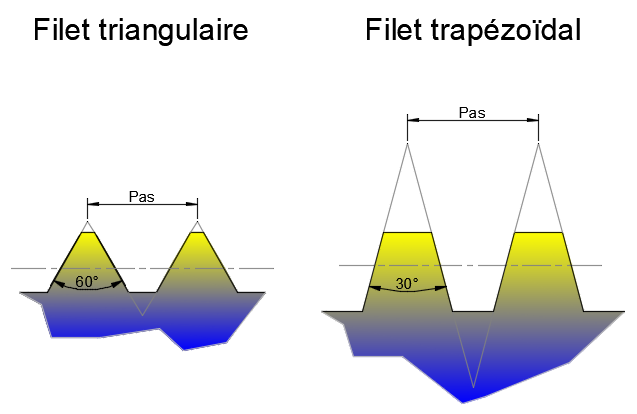
L'avantage de ce profil, c'est qu'il supporte mieux les traitements thermiques car la crête du filetage est plus large. On peut donc obtenir des vis avec une surface plus dure, donc plus résistante à l'usure et présentant moins de frottement. Il est donc adapté aux vis de manœuvre sur lesquelles l'écrou glisse sans arrêt alors que pour une vis de fixation, l'écrou ne coulisse que lors du serrage. On le retrouve donc dans les étaux, les presses, les serre-joints à vis, les crics et les machines outils. La vis est généralement associée à un écrou dont le matériau présente de bonnes qualités de frottement (alliage de cuivre, Acétal...).
Accessoirement, de par sa forme il résiste également mieux aux chocs que le profil triangulaire. Et comme la base du trapèze est légèrement plus grande que celle du triangle équivalent et que la vis peut recevoir plus facilement des traitements thermiques, les vis trapézoïdales résistent mieux à l'effort.
Sur une imprimante 3D donc une vis trapézoïdale tiendra plus longtemps dans le temps. Cependant comme les efforts sont très faibles (le poids de l'axe X sur une imprimante comme la Prusa i3 ou le poids du plateau sur une Ultimaker), l'usure est limitée. Donc une tige filetée avec un profil standard peut suffire, sachant qu'elle est beaucoup moins chère qu'une vis trapézoïdale et qu'on peut en trouver dans n'importe quelle grande surface de bricolage. Attention cependant à bien vérifier la rectitude de la tige (en la faisant rouler sur une surface plane) et l'état du filetage (en faisant coulisser un écrou). Comme ces tiges sont relativement longues, manipulées sans précaution particulière et constituées d'un acier doux, elles peuvent facilement être pliées ou leur filetage peut être écrasé.
Pour ce qui est de la précision, certains fabricants s'engagent sur la tolérance sur l'avance pour les vis trapézoïdale. Ce n'est pas le cas pour les tiges filetées ordinaires où ça n'a pas vraiment d'importance. Cependant on peut facilement s'assurer que le pas est régulier. Il suffit d'aligner la tige filetée sur les graduations d'un réglet de bonne qualité. Si vous ne constatez pas de décalage entre les crêtes et les graduations, c'est qu'à priori le pas est bien respecté.
Pas, nombre de filets
Sur une vis de fixation, on a un pas (la distance entre 2 crêtes) dit grossier qui varie suivant le diamètre. Sur une vis M6 par exemple, le pas grossier est égal à 1 mm. Sur une M8, ce sera 1,25 mm. Le pas correspond au déplacement de la vis quand cette dernière fait un tour.
Comme les vis trapézoïdales sont utilisées comme vis de manœuvre, on veut généralement obtenir un déplacement important pour chaque tour de la vis. Il faut donc augmenter la valeur du pas. Le problème c'est que quand on augmente le pas d'un filetage, on augmente la profondeur de la rainure hélicoïdale et donc on diminue la section résistante de la vis. Pour éviter ce problème, on crée plusieurs filets. La vis a donc plusieurs rainures hélicoïdales au lieu de n'en avoir qu'une seule.
Il faut donc faire attention car mesurer la distance entre 2 crêtes ne donne pas forcément le déplacement pour un tour de vis. Il faut soit vérifier le nombre de filets en regardant combien il y a de départ en bout de vis ou marquer la position de l'écrou, tourner la vis d'un tour et mesurer la distance parcourue par l'écrou.
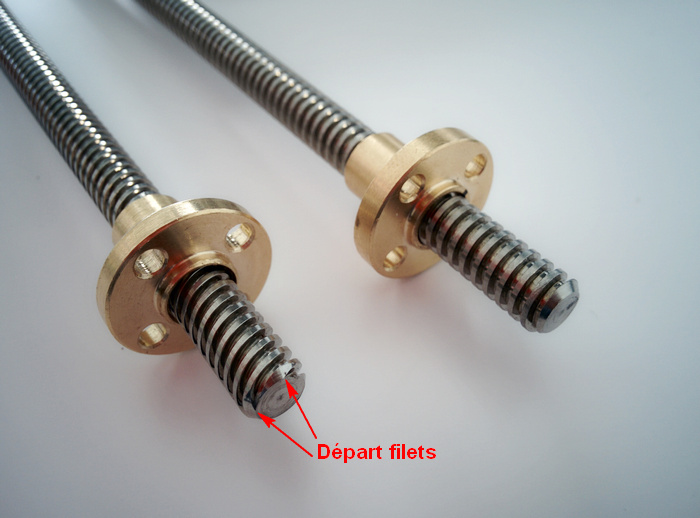
Sur la photo ci-dessus, on a une vis avec 4 filets à gauche et une vis avec un seul filet à droite. On voit sur la gauche deux des 4 départs de filets que comporte cette vis.
Dénomination
Elle doit commencer par Tr suivi du diamètre nominal. Ensuite, s'il n'y a qu'un seul filet, on ajoute le pas précédé du signe de multiplication :
Tr 8 x 1,5 : vis à filet trapézoïdal diamètre nominal : 8 et pas de 1,5
S'il y a plusieurs filets, on ajoute le pas hélicoïdal (Ph) qui correspond à l'avance axiale par tour.
Ph = nbre de filets x Pas
Tr 8 x 8p2 : vis à filet trapézoïdal diamètre nominal : 8, Ph/avance axiale par tour : 8, nombre de filets : 4 et pas de 2. Un tour de vis = une avance de 8 mm.
On peut également ajouter la tolérance (7e pour une qualité moyenne par exemple).
En pratique, on oublie souvent le pas et on écrit souvent Tr 8 x 8.
ACME
Il existe une variante du profil trapézoïdal, avec un angle de 29° au lieu de 30, qui est nommé Acme (rien à voir avec la ACME corporation de Bugs Bunny) et qui est très utilisé outre atlantique. Les diamètres nominaux et le pas sont exprimé en pouces et donc ce système est incompatible avec le système métrique. Comme les logiciels utilisés pour l'impression 3D travaille avec des millimètres, l'utilisation de cet type de vis peut engendrer des problèmes de précision du aux arrondis.
Wobble
Ce terme anglais qu'on peut traduire par oscillation, décrit un phénomène qui affecte la qualité d'impression sur les imprimantes 3D utilisant des vis pour leur axe Z. Elle est du à la combinaison de 2 facteurs : une vis qui n'est pas rectiligne et un montage où la vis n'est pas flottante.
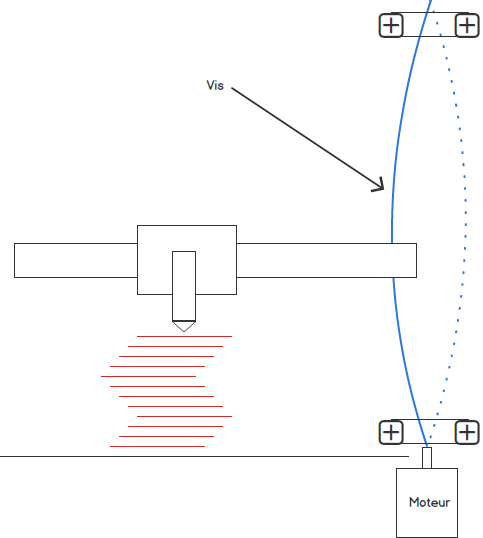
Sur le schéma ci-dessous, la vis forme un léger arc de cercle. Quand elle tourne, elle induit un léger déplacement du chariot X. Ce déplacement se reporte sur les couches de la pièce en cours d'impression qui présente donc des ondulations sur ses surfaces verticale.
D'autres phénomènes peuvent produire des défauts similaires donc avant de vous lancer dans une modification de votre imprimante, assurez vous que c'est bien du wobble : la période de l'ondulation doit correspondre à l'avance axiale de votre vis et c'est l'ensemble de la couche qui doit se déplacer.
Sur le schéma ci-dessus, on voit que la pièce est symétrique. Ce n'est pas la couche qui se déplace, mais certaines couches qui sont plus larges que d'autre. C'est peut être du à un problème d'extrusion (filament de mauvaise qualité ou problème au niveau de l'entrainement du fil) ou une hauteur de couche qui n'est pas régulière.
Une fois qu'on est sur qu'il s'agit de wobble, pour le résoudre on peut par exemple remplacer la vis par une vis plus droite et la monter flottante. C'est à dire qu'il faut supprimer les roulements en haut et en bas et installer un accouplement flexible sur le moteur :
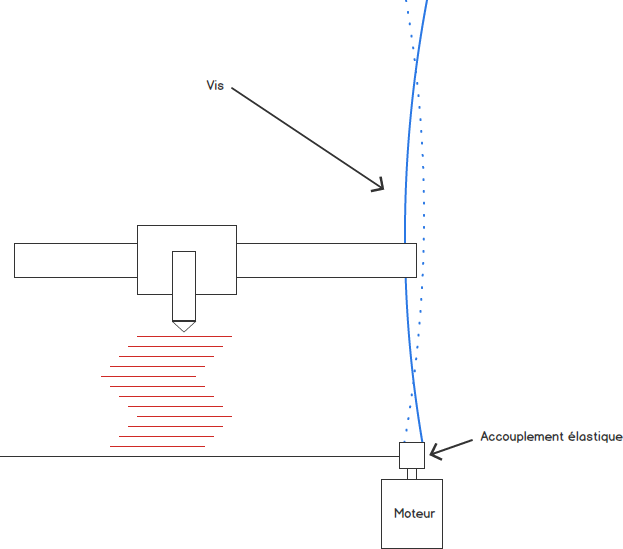
Un coupleur souple permet de rattraper les défauts d'alignement entre l'arbre du moteur et l'arbre qu'il entraîne (la vis dans notre cas). Cela permet notamment de réduire les efforts sur les roulements du moteur et donc d'augmenter sa durée de vie.

La vis est ainsi libre de se déplacer et elle n’entraîne plus le chariot avec lui.
Notez qu'il y a d'autres façons de résoudre le problème. Déjà si on a une vis bien droite, il ne se manifeste pas. Ensuite au lieu de rendre flottante la vis, on peut rendre l'écrou flottant mais c'est plus compliqué à réaliser car l'écrou doit pouvoir se déplacer tout en étant bloqué en rotation.
En résumé
Sur une imprimante 3D, on peut se passer de vis trapézoïdales, cela n'apporte pas grand chose. Mais si vous utilisez des tiges filetées ordinaires, vérifiez les points suivants :
- Rectitude
- Précision du pas
- Etat du filetage
Pour un routeur à commande numérique ou une micro fraiseuse par contre, les couples sont plus importants car la fraise appuie sur la pièce et donc cela génère un effort en réaction. Dans ce cas de figure une vis trapézoïdale sera plus adaptée car il y aura moins de friction et le système sera plus résistant.
Etiquettes:
Articles sur les mêmes sujets
Notre spécialité : la CAO/CFAO
Développement de logiciels de CAO/CFAO : compléments à Revit, AutoCAD, Inventor, Vault, Fusion 360, ArchiCAD, ZWCAD, DraftSight, SketchUp et autres logiciels de CAO/CFAO du marché ou conception de logiciels autonomes.
(+33) 6.46.40.75.66
maxence.delannoy@wiip.frMembre du réseau ADN
Autodesk Expert Elite
Livre Revit 2024
Ajouter un commentaire